简 介
智能一体化污水再生器是一款基于超滤膜为核心技术改造而成的新型一体化MBR设备,其是将预过滤、缺氧反硝化、好氧生化、MBR过滤技术集于一体。

在设计中优点如下:
Ø 新型技术:集成新型超滤膜技术及生物模拟技术,脱氮效果好、无有机剩余污泥,处理流程短,无需沉淀、砂滤环节;Ø 智能控制(可选):采用蛛网智能远程监控技术,可实现全自动无人值守+一站式操作,操作直观简便;
Ø 模块设计:采用独特的专利外观及高度集成模块化设计,便于增容扩建。
Ø 气提回流:可通过气提进行污泥回流,比传统工艺节省能耗1/5.为最新研发技术,已在广大工程项目中得到实践检验。

Ø 减少投资:小型分散就地处理方式替代集中式污水处理,无需大规模开挖铺设管道和建设构筑物,投资成本低;
Ø 建设快捷:占地面积仅有传统再生处理工艺的30-50%,基建工程量少,只需建设设备基础,接管处理即可再生回用,省工省时省地;
Ø 低运行费:直接运行成本低,高性能超滤膜组件,使用寿命更长。

Ø 优质出水:出水水质稳定,主要排放指标优于《城市污水再生利用城市杂用水水质》(GB/T 18920-2002)标准;
Ø 节能环保:低运行费用,运行过程无噪音、无异味、无剩余有机污泥。


该项目拟采用新型的分散式的就地污水处理系统,其将彻底解决污水收集难、污水管网投资高、占地面积大和施工周期长等问题,并且其相较于常规的城镇污水处理具备有处理水质好、占地面积小、运行成本低、投资成本低、智能化管理等特点,出水水质十分优秀。


5、自动控制原则

 1、设计污水处理水量处理水量为:500m3/d河道污水
1、设计污水处理水量处理水量为:500m3/d河道污水
备注:上表中,化学需氧量,氨氮与总氮的现场取值作为设计依据,并按照长期大量工程实践的经验予以修正,保证该套设备能够满足现场正常运行。
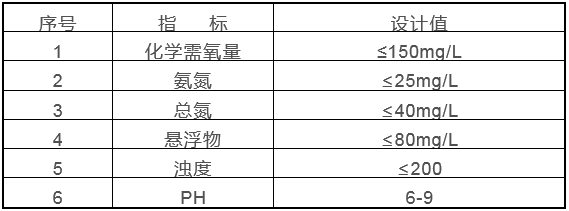
表2:本项目污染物排放限值表
 注:本方案所有的设计内容均基于业主提供的相关资料信息,但不限于以上信息。
注:本方案所有的设计内容均基于业主提供的相关资料信息,但不限于以上信息。

主体工艺设计

河道污水在泵站集水池内调节水质、水量,然后通过浮筒潜水泵的过滤网去除树枝树叶、水瓶塑料袋等杂物,再提升至钢制沉砂池。污水在钢制沉砂池内经过处理,去除了泥沙颗粒等无机杂质,然后进入相邻的中间水池,自流至MBR一体化处理装置。

MBR一体化处理装置,该装置分为两个反应区与一个设备间,类似于AO工艺,其总水力停留时间小于其它同类工艺,在缺氧、好氧交替运行的条件下可抑制丝状菌繁殖。克服污泥膨胀,SVI值一般小于100,有利于处理后污水与污泥的分离,运行中在缺氧段内只需轻缓搅拌,运行费用低。由于缺氧/好氧膜生物反应器两个区严格分开,有利于不同微生物菌群的繁殖生长,因此脱氮效果非常好,膜生物反应器处理后的水经自吸泵排出,出水指标达到预期标准,至此,处理完成,水回流至泵站集水池。

集水池的功能是调节处理水量和水质的不均匀性。为防止因水质、水量的大幅度波动造成整个污水处理系统处理能力下降。
该设备具有两个功能,一是利用设备自带的筛网去除水中大中型杂物,以保护后续设施;另一方面是将河水提升至岸上的钢制沉砂池再处理。

由于河水中存在大量的颗粒泥沙,对于MBR一体化设备以及泵和管道有着很大的不利影响,所以需要在进入设备前去除,钢制平流式沉砂池能够去除绝大部分的泥沙类无机颗粒物,出水进入中间水池,自流至MBR一体化设备,至此,预处理阶段完成。
反硝化细菌通过在缺氧状态下将硝酸盐还原,释放出分子态氮(N2) 或一氧化二氮(N2O) 实现脱氮目的的过程,膜滤池中的污泥回流至反硝化池,进行反硝化脱氮,并由潜水搅拌机进行搅拌,防止污泥沉积,同时加强污水与污泥的接触。
2.MBR膜生物反应区(好氧)经过处理的污水,通过浸没式超滤,超滤膜孔径为0.001-0.1um,超滤膜材质为PVDF,浸没式超滤组件下方安装有曝气管道,在保证水体中有好氧细菌所需的高浓度溶解氧的前提下,对膜表面进行实时清洗,保证了膜通量的稳定性;同时浸没式超滤池中的高浓度污泥经过污泥回流管道回流,进入反硝化池,降低膜池中的污泥浓度。

二、核心技术简介
1、浸没式超滤技术本设备核心技术为浸没式超滤技术(MBR),它是将膜分离技术与生物处理技术有机的结合在一起的新型废水处理技术,也称膜分离活性污泥法。它利用膜分离设备将生化反应池中的活性污泥和大分子有机物质截留住,水力停留时间(HRT)和污泥停留时间(SRT)可以分别控制,而难降解的物质在反应器中不断反应、降解。
①出水水质稳定,浸没式超滤是以膜分离过程取代传统工艺中的重力沉淀,解决了由颗粒沉降性决定处理结果的技术难题,恒定的过滤精度对于产水水质和运行情况的变化均有很强的适应性,能很好地实现固液分离,保证出水水质。
②工艺简单。与传统物化、重力沉淀、柱式超滤相比,工艺更为简单,也易于管理。
③占地面积小,由于膜的高效分离作用,还可节省重力沉淀空间、过滤等固液分离设备,且出水悬浮物浓度远低于传统固液分离设备,使整个设备流程简单,易于集成,设备占地大为缩小。
④管理简单方便、自动化程度高、运行成本低,整机能够实现自动间歇运行,设备泵阀自动遵照程序启停,设有水位自动控制、膜污染控制、故障报警等控制,管理和操作更为方便,并可节省加药消毒、清洗所带来的长期运行费用。
本装置采用“蛛网”智能控制系统,本系统是在深入总结当前污水处理设施控制系统的优缺点基础上开发出来的一种新型的智能控制系统,它可以随时随地掌握污水处理设备的运行状况、随时随地远程对污水处理设备进行操作和维护,可极好的满足当前污水处理设施的运行要求,真正实现无人值守。

为实现本处理系统全自动运行,本设计采用如下控制措施(部分):

1、泵站集水池设置液位开关,系统可根据集水池水位的高低来控制污水提升泵的开启,也可通过手动操作。同时污水提升泵与生化系统联动。
2、MBR膜池设置液位开关,与自吸泵联动,在处于高液位时,自吸泵启动出水,在低液位时,自吸泵停止出水。
3、鼓风机与提升泵延时联动,即:提升泵启动时鼓风机开,提升泵停时,鼓风机延时停机(延长时间可调),以确保生化效果。
通过建立一套完整的“蛛网”系统实现了整个污水处理生产过程的自动控制和系统运行状态的汇总和收集。
具有集中管理、分散控制·、系统可扩展性和开放性强、丰富的画面显示功能、报警和保护处理功能、报表功能、远程监视功能。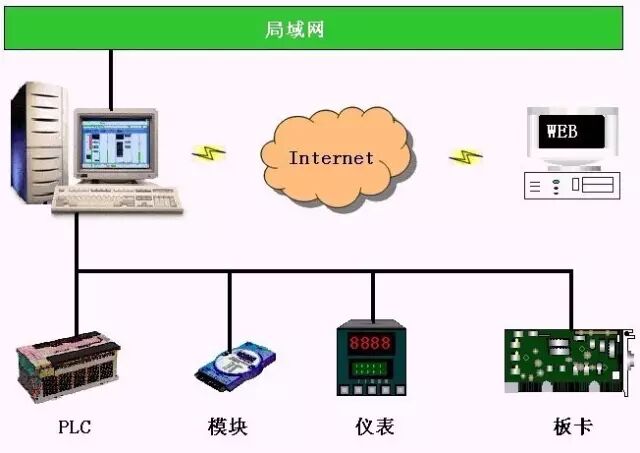

运营费用核算
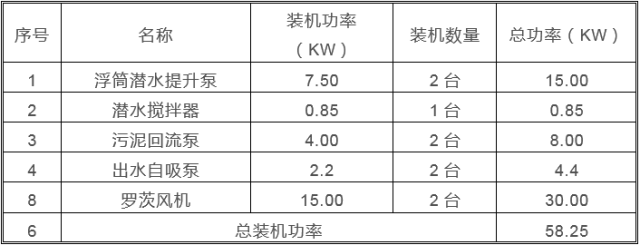
(1)安装电机总运行功率如下:
(2)每天运行功率如下:
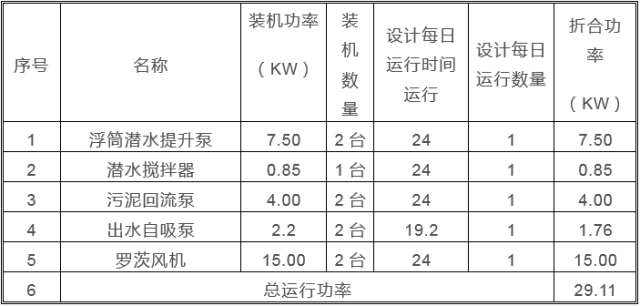
设计运行功率为29.11kw,每度电按0.6元计算。则处理一吨废水所需电费为:29.11×0.6×0.7×24/500=0.586元/吨·天。
污水处理系统基本实现全自动运行,需要配置1名工人(兼职)定时定期对曝气管路进行放空清洗,对设备进行巡检及定期化学清洗等。工人工资为2000元/月,则处理一吨废水所需人工费为:2000/(500×30)=0.13元/吨·天。
药剂费为清洗膜所用药剂费用,分别为次氯酸钠和柠檬酸。10%次氯酸钠价格:6元/kg,清洗浓度0.5%,每次需要240kg柠檬酸价格:5元/kg,清洗浓度为1%,每次需要48kg膜清洗周期按6个月计算。每次清洗药剂为次氯酸钠和柠檬酸。
次氯酸钠费用:2*240/(180*500)=0.005元/吨·天
柠檬酸费用:5*48/(180*500)=0.003元/吨·天
每天处理一吨废水所需运行费用=电费+药剂费+人工费=0.586+0.018+0.13=0.734元/吨·天。
注:以上价格按照理论经验值估算,实际运行费用以现实为准。
(1)电费0.6元/度属于经验值,实际发生使用费用以现实为准。
(2)工资2000元/月属于假定泵站工作人员兼职为依据,实际人工开支以现实为准。
免责声明:整理此文是出于传递更多信息之目的。若有来源标注错误或侵犯了您的合法权益,请作者持权属证明与本网联系,我们将及时更正、删除,谢谢。